Who we are
Bluetest's Gävle office was founded in 2010 as Gefle Testteknik (GTT) and became a part of Bluetest in 2017, enabling the expansion of Bluetest's developing technology within RBS (Radio Base Station) testing, amongst other additional skills added by the experienced engineers and developers from Gävle.

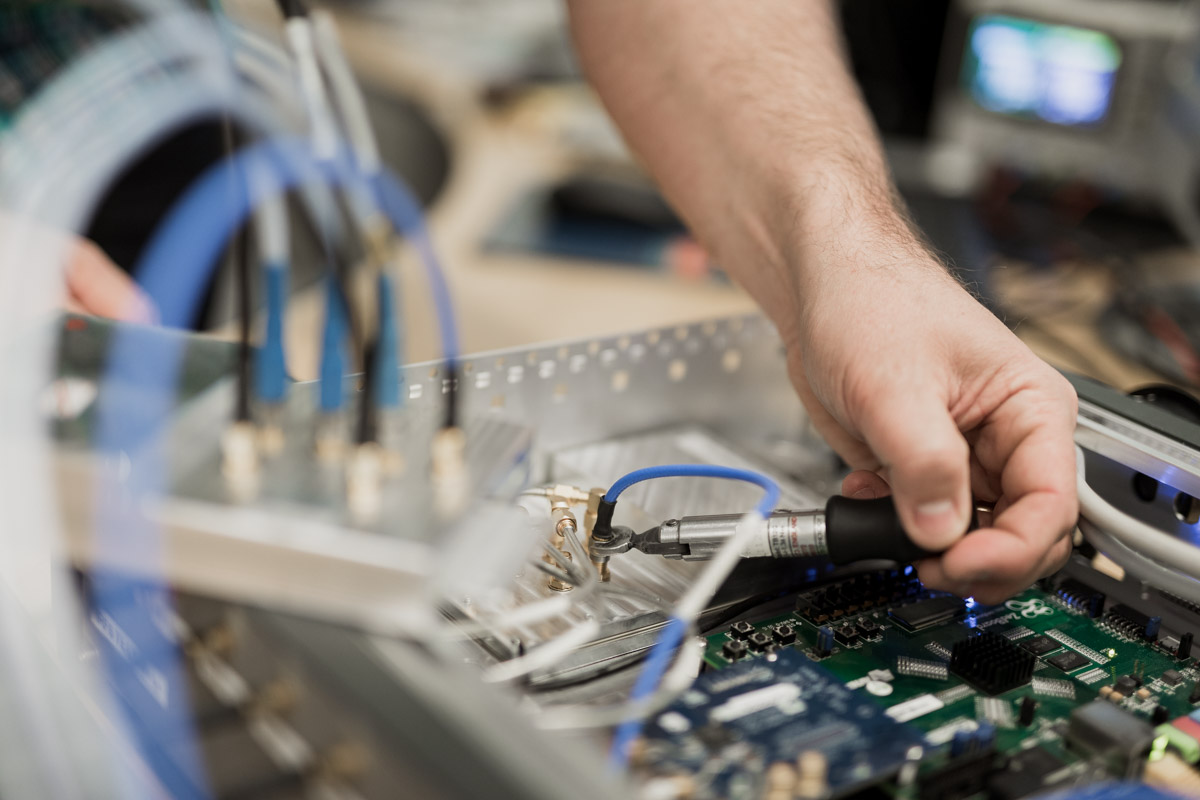
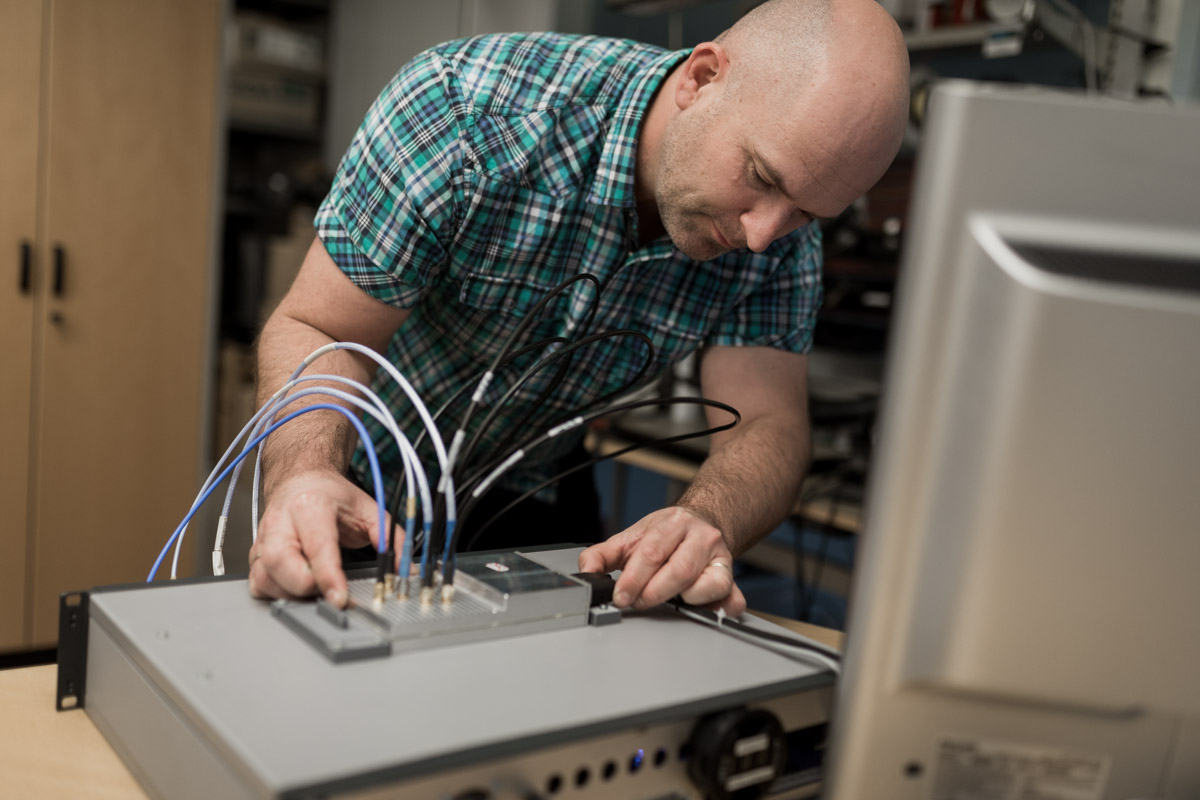
Being a pioneer in RBS test solutions, Bluetest Gävle provides a spectrum of state-of-the-art test solution services, from performance verification to high volume production testing for global telecom manufacturers. Backed by over 20 years of experience, our skilled team of engineers provide our customers with specialist expertise in RF (Radio Frequency) measurement and production test systems.
Our Gävle office offers consultancy services with focus on electronics production testing, and delivers complete hardware and software solutions for advanced electronics applications. In addition to world-class consulting services, we provide custom equipment based on the trademark Bluetest RBS Test Suite platform and stand-alone products for testing electronics, power amplifiers and filters, including PIM and Radio Base Stations. Bluetest's unique range of services and solutions furnish our customers with tools and know-how to enable faster, more efficient, and more cost-efficient testing than ever before.
Our core competencies are:
- Broad expertise within and combining test production and aftermarket processes
- Innovative solutions that furnish lower total cost of ownership and unrivaled level of quality
- Turn-key solutions including full test system integration for customer production line or laboratory
- Advanced integration and test platform optimization services available for customized needs
Innovation
Providing business benefits for global customer operations
With world-class development based in our office located in the heart of the tech valley of Gävle, Sweden, Bluetest aims to provide best-in-class test solutions at a low total cost of ownership for our customers. Serving major customers on three continents and access to Bluetest's global sales and support network, Bluetest is well equipped to serve globally deployed customer projects.
Through continuous innovation, optimization and recycling of equipment for multiple tasks, we provide cost-savings for our customers.
Our advantages include:
- Shorter development time due to reuse
- Modularized design for scalability and longer lifespan
- Standardized platforms and multipurpose frameworks
- Time efficiency regarding production test; faster algorithms and optimized test strategies
- Multitasking; one system supporting parallel testing
- Better feedback to design by capturing true module/component characteristics
Tailored solutions
Guidance and off-the-shelf options available on-demand
As part of a complete portfolio of services and solutions, the Bluetest team can offer the unique expertise necessary to develop niche system parts and customized building blocks based on individual customer specifications. Highly skilled engineers can provide needed guidance for investigation or specification work to ensure that you as a customer achieve the optimal solution, built on your specific business needs. In addition:
- Customer support: Customized support agreements are available and can be molded according to customer needs
- Off-the-shelf modules Bluetest can supply off-the-shelf building blocks for test purposing
The team also offers professional training services:
- Skilled professionals are available to provide training in measurement technology and verification
- Courses are developed with test and design engineers in mind
- Programs can be adapted to meet the needs of production personnel or technicians
Overview
Specialized services
Bluetest provides a spectrum of state-of-the-art test solution services, from performance verification to high volume production testing for global advanced electronics manufacturers. Backed by over 20 years of experience, our skilled team of engineers provide our customers with specialist expertise in RF (radio frequency) measurement and production test systems.
- Technical Investigations (For example product stability)
- Testability analysis
- Test Strategy and Test System Design consultation
- Test Coverage optimization
- Storage and analysis of Test Data
- Measurement Uncertainty
- High Level Software
- Embedded Software Development
- Test Hardware Development
- Test System Integration
- Process Improvements
- Training within test and measurement
- Product Quality Improvements
- Test flows with associated software systems
- Advanced Signal Processing
- Test Method Development
- Electronics Design
- FPGA Design
- Test Coverage Analysis
- Boundary Scan
- And more...
